From rods and seals to tubes, tie rods, and mounting, every part of a cylinder plays a role in performance and safety. This guide explores common damage, repair challenges, and best practices to help you understand how proper repair methods restore reliability and extend cylinder life.
Hydraulic and pneumatic cylinder rods face constant wear and tear; chrome flaking, scratches, scoring, and thread damage are all common issues. But not every rod is worth repairing. Understanding how these rods are built (and why they fail) is essential to making informed repair or replacement decisions.
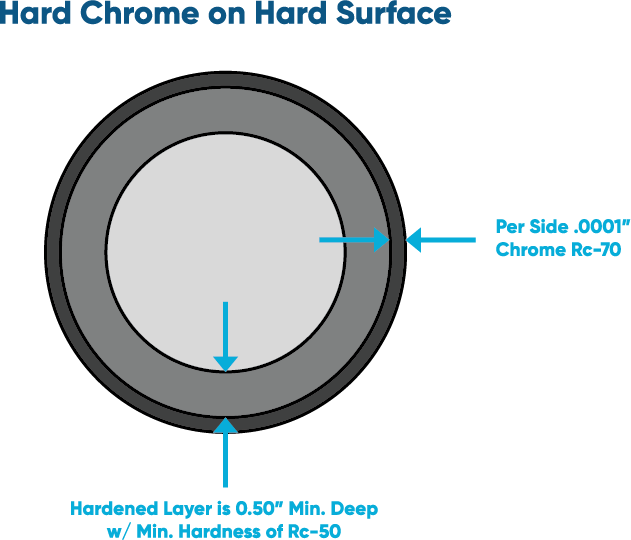
Most industrial cylinders use 1045 or 1050 steel rods, induction hardened to a depth of 0.050" to 0.100" and finished to about HRc 50. A thin layer of hard chrome, typically 0.0005" to 0.002" thick, is then applied to increase surface hardness to HRc 60 to 72. This combination creates a tough, wear-resistant finish. But when the chrome layer is damaged, it’s more than cosmetic. Performance and safety can be compromised.
Re-chroming a damaged rod involves more than just surface work. The piston must be removed from the rod first. This is a connection most OEMs strongly advise against disturbing, since failure at this joint can result in the rod ejecting with dangerous force. Many manufacturers void warranties if this connection is tampered with.
After disassembly, the rod is ground to eliminate defects. If too much material is removed, the hardened layer beneath the chrome may be lost. A new chrome layer is then applied, but thicker is not always better. Chrome is brittle and lacks structural strength, especially when applied over soft or corroded steel. It is also porous, allowing corrosion to creep beneath the surface. Once the base material breaks down, the chrome loses adhesion and begins to flake.
In corrosive environments, stainless steel rods are often used, but they come with limitations. 17-4 stainless provides good corrosion resistance and high tensile strength, but it lacks the surface hardness of induction-hardened steel and is more prone to dents and scratches, even when chrome plated.
316 stainless offers excellent corrosion resistance but has low tensile strength and durability, making it unsuitable for high-load applications. It may or may not be chrome plated, depending on the use case. Whether a stainless rod can be repaired depends on its alloy and service conditions. Some can be ground and re-chromed, while others cannot.
Thread damage doesn’t always mean a rod is beyond repair. Minor flaws can often be fixed with a thread file, while small to moderate imperfections may be corrected with a die if thread strength is not critical. For severe damage or rolled threads, studding the rod is usually required.
Rolled threads are much stronger than cut threads, so any repair must account for the original design to maintain strength and safety. Not sure if your rod can be repaired? Our team can evaluate your cylinder and recommend the safest, most cost-effective solution. Contact us to get started.

When a cylinder tube gets damaged, it’s easy to think honing is the go-to fix. It’s a common repair, doesn’t take long, and is relatively inexpensive. However, depending on the cylinder and how much material gets removed, honing can sometimes cause more problems than it solves.
Most industrial hydraulic cylinders use DOM (Drawn Over Mandrel) micro-honed steel tubing, manufactured to extremely tight tolerances and finished to a specific RMS for proper seal performance. Since the material is not surface-hardened, it is easy to hone, and many repair shops can restore the surface finish.
However, these tubes are designed with precise clearance between the piston and bore to maintain sealing, bearing support, and overall stability. Honing removes material and can disrupt that critical fit, potentially compromising cylinder performance. Once material is removed during honing, that engineered fit is lost.

In wear-band style cylinders, clearances are often as tight as size-on-size to minus 0.002 inches. For cylinders without wear bands, a 4-inch bore may allow up to 0.005 inches of total clearance. Even minor honing can exceed these limits, resulting in excessive piston-to-bore clearance and reduced structural support.
Over time, several repair strategies have been attempted to address this issue:
The first three options fail to address the gap at the seal groove between the piston and bore. Without proper support, seals can extrude into this space and fail early. Machining a new piston is the most reliable solution. It restores both seal alignment and bearing clearance. Most seals can stretch slightly without compromising performance, making this approach effective.

However, replacing the piston requires disturbing the original piston-to-rod connection. Many manufacturers consider this non-serviceable, and altering it often voids any warranty or liability. It’s critical that this step is handled by someone qualified and experienced with cylinder repair at this level.
Most pneumatic cylinders don’t use steel tubing. Instead, they rely on materials like anodized aluminum, composite, brass, or stainless steel. These surfaces cannot be safely honed. In most cases, light cleaning with non-abrasive tools such as soft Scotch-Brite is the only option to restore a usable surface finish.
Some heavy-duty pneumatic cylinders use micro-honed DOM steel tubing with a chromed interior. These tubes can be honed to remove damage, but they must be re-chromed and re-honed to return to their original size and surface finish.
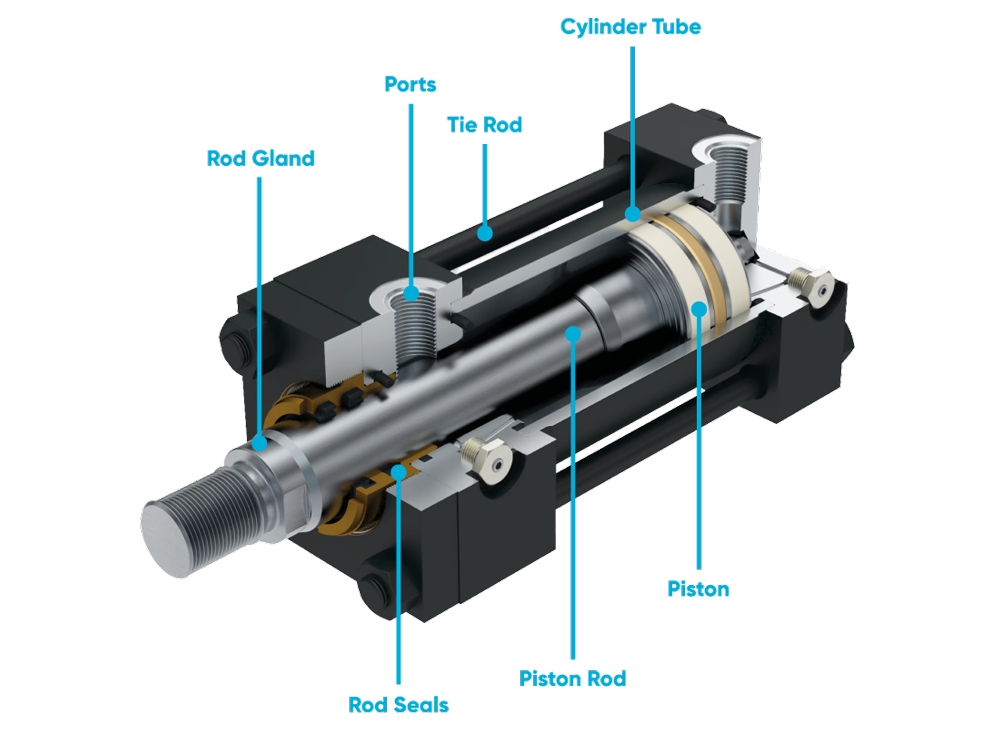
When inspecting a cylinder, the piston-to-rod connection is the most critical point to check. This connection plays a key role in both performance and safety, and it must remain intact and undisturbed.
Minor surface scratches on the piston, often caused by contamination, are usually harmless. These can be lightly filed to remove sharp edges without impacting seal life or bearing function. However, any significant damage means the piston should be replaced.

Check seals for extrusion or wear, and measure piston-to-tube clearance if issues are found. Excessive gaps can cause premature seal failure. If piston replacement is required, note that removing it disturbs the piston-to-rod connection, which may void warranties. This work should only be done by a qualified technician.
The rod gland holds the rod seal and wiper, keeping oil in and contaminants out. The wiper is especially important as it’s the first line of defense against environmental wear. It also acts as a bearing journal, helping align the rod for smooth operation. If tolerances are too loose or the rod is scored, seals can fail quickly.

Unless it's in excellent condition, the rod gland should be replaced during any repair to ensure proper sealing, alignment, and long-term performance.
Seals can be deceiving. A common misconception is that different seal materials can be identified by colour, but that’s simply not true. In most cases, it is nearly impossible to determine the material just by looking at it.
To ensure a proper repair, the correct seal material must be used. The best way to identify it is through the cylinder part number. If that is not available, we rely on a clear understanding of the application and operating environment, which must come from the customer. Getting the right seal means better performance, longer life, and fewer repeat failures. Not sure what material you are working with? We can help.
Tie rods are not the same as standard ready rod. They’re typically made from high-tensile strength steel with rolled threads to handle the extreme forces inside a cylinder.
Proper torque is critical. Over-tightening can cause the rods to snap under load. Under-tightening can lead to separation and major leaks. And if tie rods aren’t torqued evenly, you risk both outcomes. When it comes to tie rods, precision matters. Always use the correct specs to ensure safe, reliable performance.

During operation, a cylinder generates significant force which is absorbed by the mounting system. Over time, mounting components can wear, and should always be inspected during service to ensure they remain secure and aligned.
Cylinder ports also deserve attention. These threaded connections can become damaged or stripped, leading to leaks or connection issues. A quick inspection now can prevent bigger problems later.
Many customers have noticed that repaired cylinders often don't last as long as new ones. In most cases, it's not the workmanship, it's the repair approach.
At CEA, we focus on restoring cylinders to their original factory standards by using the correct materials, maintaining proper tolerances, and applying the right procedures.
We don’t cut corners. Our standard practices include:
We tailor our repairs to the situation. A basic air cylinder may only need seals and a quick inspection. But for high-value or hard-to-replace hydraulic cylinders, we offer:
At CEA, we customize every repair to match the value, application, and expectations of your equipment so you get reliability, not just a repair.
Need a cylinder assessed? Let’s make sure it’s done right. Contact our team today!